
 タービン側とエンジン側の両面。
タービン側とエンジン側の両面。
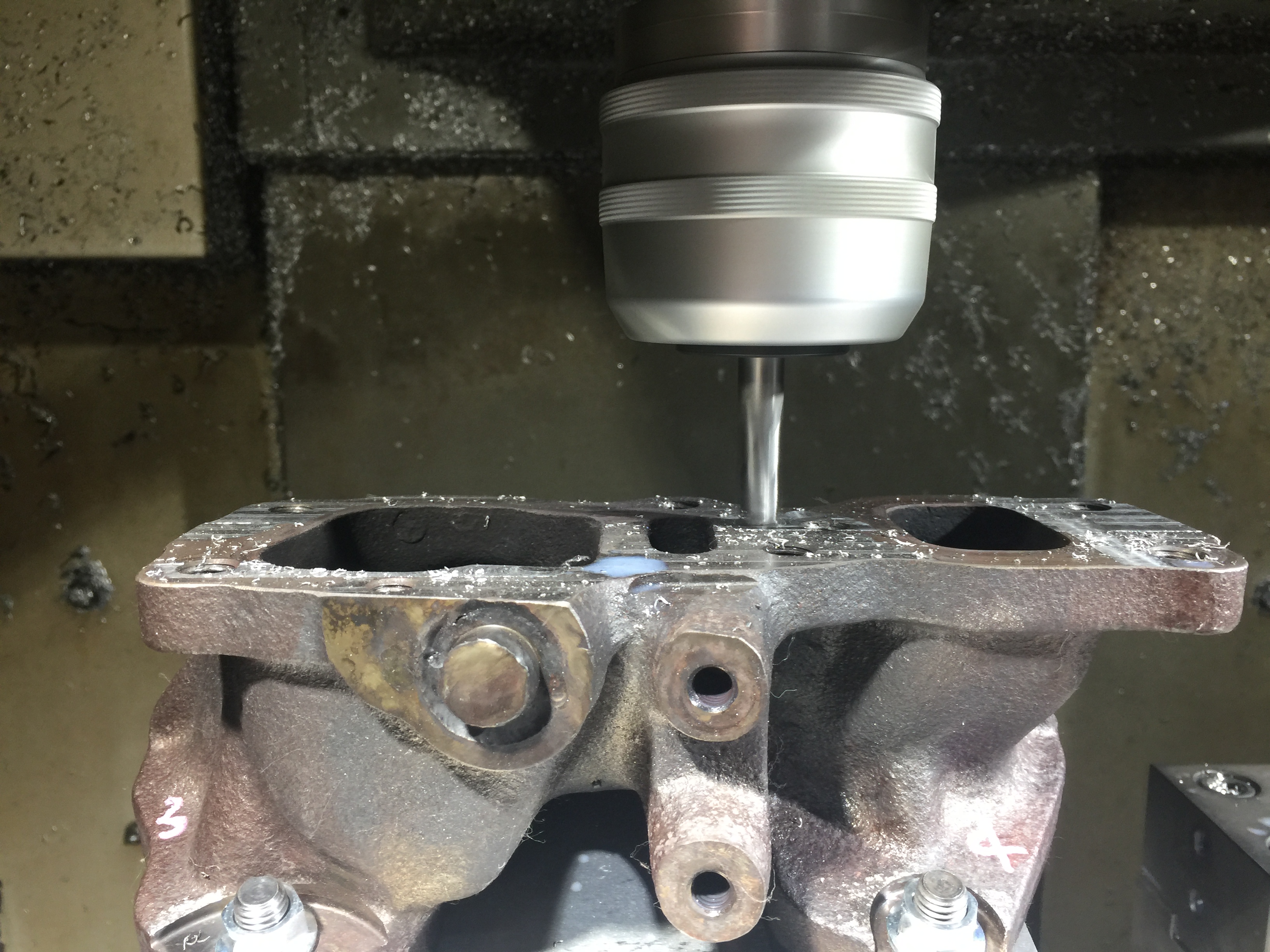
左右前後でレベル出して加工。
修整値は0.3くらいだった。
今回はΦ10エンドミルを使ったが
めちゃめちゃ時間が掛かったわ。
細いエンドミル使うと引き目が綺麗に見える。
けど、次はやめようw

エンジン側はもっと大変だった。
何が大変って反りを計測すると0.6(コンマロク)もある。
やっぱ熱量が桁違いなのか。
※加工の引き目はその時によって変わります。

こっちはΦ100のフェイスを使ってみたけど
途中でチップが飛ぶほどめちゃめちゃ硬いわ。
削り過ぎないように0.1(コンマイチ)づつ切削。
結果、0.8ミリほど削らないと面が出なかったわ。
けど、これで何とか修整完了。
歪みはガスケット抜けの一番の原因だからな。
抜けの悪いマフラーなんか要注意だよ。
